Opis dla Polymaker Panchroma CoPE Fioletowy
Filament Polymaker Panchroma CoPE stanowi znaczący postęp technologiczny w dziedzinie materiałów do druku 3D, pokonując tradycyjne ograniczenia
powszechnych termoplastów dzięki innowacyjnej formule opartej na bazie
kopoliestrowej. Materiał ten, wcześniej znany jako Panchroma Regular, został
opracowany w celu zapewnienia użytkownikom wyjątkowego połączenia wysokiej
prędkości druku, doskonałej jakości powierzchni i rozszerzonych
możliwości konstrukcyjnych, które znacząco wykraczają poza możliwości
standardowych filamentów PLA. Struktura kopoliestrowa materiału
zapewnia optymalną równowagę między właściwościami mechanicznymi,
stabilnością termiczną i przetwarzalnością, co pozwala na osiąganie
prędkości druku do 400 mm/s bez kompromisów w jakości końcowego
wydruku. Prędkość ta stanowi kilkukrotny wzrost produktywności w porównaniu z konwencjonalnymi materiałami, które zazwyczaj osiągają
maksymalne prędkości około 60 do 100 mm/s, co czyni ten filament idealnym
wyborem dla środowisk produkcyjnych wymagających szybkiego prototypowania lub
produkcji niskoseryjnej. Skład chemiczny tego zaawansowanego kopoliestru
został starannie zoptymalizowany poprzez zakrojone na szeroką skalę badania
i rozwój, które obejmowały testowanie różnych formuł polimerowych
i dodatków w celu osiągnięcia idealnej kombinacji właściwości.
Baza kopoliestrowa stanowi wyrafinowaną kombinację różnych monomerów
estrowych, które są połączone w długie łańcuchy polimerowe poprzez
polimeryzację kondensacyjną. Proces ten tworzy materiał o unikalnej
architekturze molekularnej, w której naprzemienność różnych jednostek
monomerowych zakłóca regularną strukturę krystaliczną typową dla
homopolimerów, co prowadzi do lepszej przetwarzalności i rozszerzonego okna
temperaturowego dla druku. Wynikowy materiał wykazuje znacznie lepszą
zdolność do mostkowania szczelin i tworzenia nawisów w porównaniu
z konwencjonalnymi materiałami, co rozszerza możliwości projektowania
konstrukcyjnego i eliminuje potrzebę stosowania struktur wsporczych w wielu
zastosowaniach. Ta ulepszona elastyczność geometryczna wynika ze
zoptymalizowanych właściwości reologicznych materiału podczas topnienia,
które pozwalają na dokładniejszą kontrolę nad przepływem polimeru i jego
krzepnięciem podczas depozycji. Okno przetwarzania termicznego materiału
mieści się w zakresie od 190°C do 230°C dla temperatury druku, co zapewnia
znaczną elastyczność w dostosowaniu do różnych typów drukarek
i specyficznych wymagań poszczególnych projektów. Niższe temperatury w tym
zakresie, typowo między 190°C a 205°C, są odpowiednie dla drobnych detali
i cienkich ścianek, gdzie ważna jest dokładność wymiarowa i minimalizacja
nitkowania (stringingu).
Średnie temperatury około 210°C do 220°C stanowią optymalny kompromis
między prędkością druku a jakością powierzchni, podczas gdy wyższe
temperatury aż do 230°C pozwalają na maksymalny przepływ materiału dla
zastosowań wysokoprędkościowych lub drukowania masywnych obiektów.
Temperatura podgrzewanego stołu powinna być ustawiona między 25°C a 60°C,
przy czym optymalna wartość zazwyczaj mieści się w zakresie od 40°C do
50°C dla zapewnienia idealnej adhezji pierwszej warstwy. Ten szeroki zakres
temperatur roboczych pozwala użytkownikom na precyzyjne dostrojenie parametrów
druku do konkretnych potrzeb, niezależnie od tego, czy chodzi
o maksymalizację prędkości produkcji, czy o osiągnięcie najwyższej
możliwej jakości powierzchni. Jedną z najważniejszych
charakterystyk materiału Panchroma CoPE jest jego niezwykle silna adhezja do
płyt roboczych, która stanowi obosieczny miecz wymagający specyficznego
podejścia do obróbki. Ta wyjątkowa przyczepność jest wynikiem
połączenia kilku czynników, w tym polarnego charakteru grup estrowych w łańcuchu polimerowym, które tworzą silne oddziaływania dipol-dipol
z powierzchnią podłoża, oraz zoptymalizowanej lepkości stopu, która
pozwala na doskonałe zwilżanie powierzchni podczas nakładania pierwszej
warstwy. Chociaż ta właściwość skutecznie eliminuje problemy
z odkształcaniem (warpingiem) i odklejaniem się wydruków podczas pracy, co
jest częstym problemem przy dużych lub cienkościennych obiektach,
jednocześnie może powodować znaczne komplikacje przy usuwaniu gotowych
obiektów z powierzchni druku.
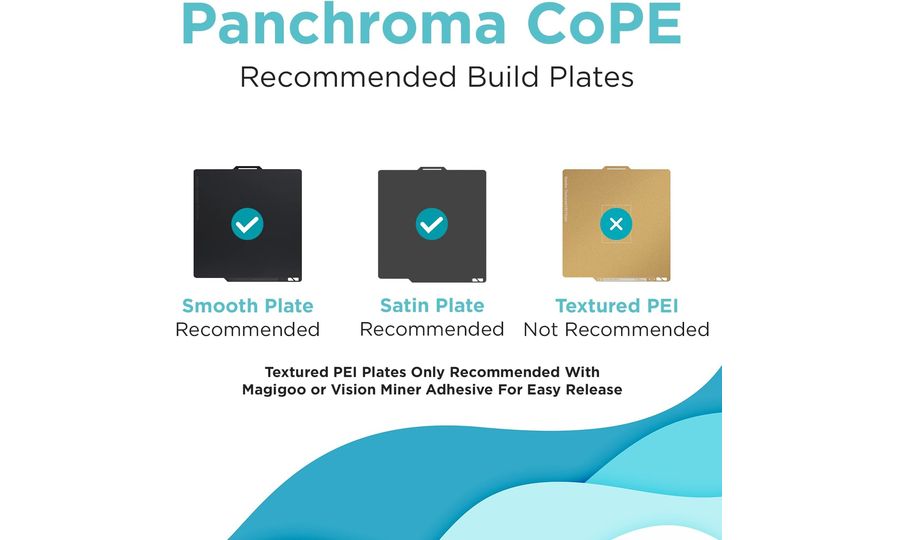
Materiał wykazuje szczególnie silne powinowactwo do teksturowanych lub
strukturalnych płyt PEI, gdzie adhezja może być na tyle intensywna, że
istnieje ryzyko uszkodzenia zarówno wydruku, jak i samej płyty roboczej
podczas próby usunięcia. Mechanizm tej wyjątkowej adhezji jest
związany ze strukturą molekularną kopoliestru i jego zdolnością do
tworzenia silnych oddziaływań międzycząsteczkowych z powierzchnią
materiału PEI. W temperaturze druku dochodzi do częściowej
interdyfuzji łańcuchów polimerowych na granicy między filamentem a podłożem, co tworzy niemal trwałe połączenie. Aby zminimalizować ten
efekt, kluczowe jest przestrzeganie zalecanych procedur, w tym stosowanie
odpowiednich środków separujących oraz dokładne schłodzenie wydruku do
temperatury pokojowej przed próbą jego usunięcia, kiedy skurcz termiczny
materiału pomaga w naturalnym oddzieleniu od stołu. Istotnym ograniczeniem
materiału Panchroma CoPE jest jego niekompatybilność z tradycyjnymi
filamentami PLA w ramach druku wielomateriałowego. Odmienny charakter chemiczny
kopoliestru i kwasu polimlekowego prowadzi do niewystarczającej adhezji
międzywarstwowej między tymi materiałami, co uniemożliwia ich efektywne
łączenie w jednym wydruku.
Ten brak adhezji paradoksalnie stanowi jednak zaletę przy stosowaniu
Panchroma CoPE jako odrywalnego materiału podporowego dla wydruków z PLA,
gdzie słabe połączenie między materiałami ułatwia późniejsze usuwanie
podpór bez uszkodzenia głównego obiektu. Ta podwójna charakterystyka
rozszerza możliwości aplikacyjne materiału i zapewnia użytkownikom
dodatkową elastyczność przy planowaniu złożonych projektów druku.
Ustawienia retrakcji dla optymalnych wyników druku zależą od typu ekstrudera
używanego w konkretnej drukarce. Dla konfiguracji z napędem bezpośrednim
(Direct Drive) zaleca się odległość retrakcji 1 mm przy prędkości
20 mm/s, co minimalizuje ryzyko zapychania dyszy przy zachowaniu czystego druku
bez niepożądanych nitek. Dla systemów Bowden z dłuższą odległością
między silnikiem a dyszą odpowiednia jest odległość retrakcji 3 mm przy
prędkości 40 mm/s, co kompensuje elastyczność rurki Bowdena i zapewnia
precyzyjną kontrolę przepływu materiału. Użycie wentylatora chłodzącego
podczas druku jest zalecane dla optymalnej jakości nawisów i drobnych detali,
przy czym intensywność chłodzenia może być dostosowana do złożoności
drukowanej geometrii. Jeśli materiał wchłonie wilgoć z powietrza podczas
przechowywania, co może objawiać się strzelaniem podczas ekstruzji lub
pogorszoną jakością powierzchni, zaleca się suszenie w temperaturze 55°C
przez 6 godzin.
Proces ten przywraca optymalne właściwości druku materiału poprzez
usunięcie zaabsorbowanej wilgoci, która może powodować hydrolizę
łańcuchów polimerowych i degradację właściwości mechanicznych. Regularne
suszenie jest szczególnie ważne w środowiskach o wysokiej wilgotności
względnej lub przy długotrwałym przechowywaniu otwartych szpul.
System kontroli jakości firmy Polymaker zapewnia spójną kolorystykę
i jednorodność materiału w różnych partiach produkcyjnych dzięki
rygorystycznym protokołom testowym i analizie spektroskopowej. Każda
szpula przechodzi dokładną kontrolę obejmującą pomiar średnicy włókna,
testowanie właściwości mechanicznych i inspekcję wizualną w celu
zapewnienia braku defektów. Rezultatem jest materiał o wysoce jednolitych
właściwościach, który zapewnia przewidywalne i powtarzalne wyniki bez
względu na skalę projektu, od małych dzieł artystycznych po rozległe
zastosowania przemysłowe. Opakowanie filamentu odzwierciedla zaangażowanie
firmy Polymaker w zrównoważony rozwój środowiska poprzez użycie
materiałów w pełni nadających się do recyklingu. Każda szpula o wadze
1 kg jest wykonana z tektury pochodzącej z recyklingu ze wzmocnionymi
krawędziami, które zapobiegają uszkodzeniom i rozwarstwianiu podczas
obsługi i przechowywania.
Specjalna powłoka na krawędziach szpuli eliminuje pylenie typowe dla
materiałów tekturowych, a jednocześnie zapewnia kompatybilność
z automatycznymi systemami wymiany materiału, takimi jak Bambu Lab AMS.
Filament jest precyzyjnie nawinięty technologią zapobiegającą splątaniu
i zapakowany próżniowo w woreczku strunowym wielokrotnego użytku
zawierającym pochłaniacz wilgoci, co gwarantuje optymalną kondycję
materiału przy dostawie i podczas przechowywania. Średnica włókna 1,75 mm
z rygorystyczną tolerancją zapewnia spójny przepływ materiału
i kompatybilność z ogromną większością nowoczesnych drukarek 3D FDM
i FFF. Ta standaryzacja pozwala na łatwą integrację materiału
z istniejącymi procesami produkcyjnymi bez konieczności znaczących
modyfikacji sprzętu lub oprogramowania. Materiał jest zoptymalizowany
pod kątem stosowania z domyślnymi ustawieniami większości popularnych
programów do cięcia (slicerów), co upraszcza proces przygotowania druku
i obniża barierę wejścia dla użytkowników przechodzących z tradycyjnych
materiałów PLA. Spektrum zastosowań materiału Panchroma CoPE
obejmuje szeroki zakres użycia, od prototypów funkcjonalnych przez produkty
końcowe aż po specjalistyczne zastosowania techniczne.
Wysoka odporność na zużycie i wytrzymałość mechaniczna czynią
materiał idealnym do tworzenia części narażonych na obciążenia
mechaniczne, takich jak koła zębate, łożyska czy elementy konstrukcyjne.
Doskonała jakość powierzchni bez konieczności dodatkowej obróbki pozwala na
bezpośrednią produkcję estetycznych części dla produktów konsumenckich.
Zdolność do druku wysokoprędkościowego znacząco zwiększa
produktywność i obniża koszty produkcji, co czyni materiał atrakcyjnym dla
produkcji niskoseryjnej i szybkiego prototypowania. Perspektywa
ekonomiczna wykorzystania materiału Panchroma CoPE wykazuje korzystny stosunek
między inwestycją początkową a długoterminowymi oszczędnościami dzięki
zwiększonej produktywności i zmniejszonemu wskaźnikowi niepowodzeń druku.
Możliwość druku z prędkością do 400 mm/s stanowi potencjalne skrócenie
czasu produkcji o ponad 50 procent w porównaniu ze standardowymi
materiałami, co znacząco obniża koszty energii i amortyzacji urządzeń.
Ulepszone zdolności mostkowania i tworzenia nawisów redukują potrzebę
stosowania struktur wsporczych, co oszczędza materiał i eliminuje
czasochłonne etapy post-processingu. Kombinacja tych czynników sprawia, że
materiał Panchroma CoPE jest ekonomicznie korzystnym wyborem dla
profesjonalnych użytkowników i entuzjastów poszukujących maksymalnej
wydajności i niezawodności w swoich projektach druku 3D.
Właściwości:
- Materiał: kopoliester (CoPE)
- Kolor: Purple
- Średnica włókna: 1,75 mm
- Tolerancja średnicy: ±0,02 mm
- Waga: 1000 g
- Temperatura druku: 190 °C do 230 °C
- Temperatura stołu: 25 °C do 60 °C
- Zalecana temperatura stołu dla optymalnej adhezji: 40 °C do 50 °C
- Maksymalna prędkość druku: 400 mm/s
- Chłodzenie: zalecany włączony wentylator
- Retrakcja dla napędu bezpośredniego: odległość 1 mm, prędkość
20 mm/s
- Retrakcja dla systemu Bowden: odległość 3 mm, prędkość 40 mm/s
- Ustawienia suszenia: 55 °C przez 6 godzin w przypadku absorpcji
wilgoci
- Kompatybilność z systemami wielomateriałowymi: Bambu
Lab AMS
- Kompatybilność z PLA w druku wielomateriałowym: nie (słaba
adhezja)
- Możliwość użycia jako materiał podporowy dla PLA: tak
- Adhezja do stołu: bardzo silna
- Zalecane płyty do druku: gładka lub satynowa
- Niezalecane płyty: teksturowane płyty PEI
- Zalecane środki separujące: Magigoo Original,
Vision Miner
- Odporność na zużycie: wysoka
- Zdolność mostkowania: ulepszona
- Zdolność tworzenia nawisów: ulepszona
- Typ szpuli: tekturowa nadająca się do recyklingu ze wzmocnionymi
krawędziami
- Kompatybilność: wszystkie otwarte drukarki 3D
FDM/FFF
- Opakowanie: zapakowane próżniowo w woreczku strunowym
wielokrotnego użytku
- Certyfikacja: spełnia standardy dla materiałów do druku 3D

 Česko
Česko Slovensko
Slovensko Magyarország
Magyarország Deutschland
Deutschland România
România България
България Slovenija
Slovenija