Opis dla Polymaker Panchroma PLA Marble White
Polymaker Panchroma Marble PLA stanowi znaczący postęp technologiczny w dziedzinie materiałów bioplastycznych do produkcji przyrostowej, który
powstał w odpowiedzi na rosnące zapotrzebowanie rynku na estetyczne
i jednocześnie funkcjonalne filamenty do druku. Materiał ten opiera się na
sprawdzonej bazie kwasu polimlekowego, biodegradowalnego poliestru
termoplastycznego pozyskiwanego ze źródeł odnawialnych, takich jak skrobia
kukurydziana, tapioka czy trzcina cukrowa. Firma Polymaker nie
poprzestała jednak na podstawowym składzie, lecz opracowała zastrzeżoną
formułę, która zawiera specjalne dodatki i wypełniacze tworzące
charakterystyczny marmurowy wygląd przy zachowaniu wszystkich pozytywnych
właściwości tradycyjnego PLA. Opracowanie tego unikalnego filamentu
wymagało szeroko zakrojonych badań w dziedzinie inżynierii materiałowej
i obróbki powierzchni. Inżynierowie musieli rozwiązać złożone wyzwanie,
jakim było osiągnięcie autentycznego wyglądu naturalnego kamienia bez
negatywnego wpływu na właściwości drukarskie materiału. Wynikiem jest
wyrafinowana mieszanka zawierająca mikrocząsteczki wypełniaczy mineralnych
równomiernie rozproszonych w matrycy polimerowej. Cząsteczki te nie tylko
tworzą efekt wizualny marmuru, ale także przyczyniają się do matowego
wykończenia powierzchni, które skutecznie maskuje poszczególne warstwy druku
i nadaje wydrukowi wygląd monolitycznego obiektu.
Proces produkcji filamentu Panchroma Marble obejmuje kilka krytycznych faz,
które zapewniają stałą jakość produktu końcowego. Surowce przechodzą
rygorystyczną kontrolę wejściową, po której następuje precyzyjne dozowanie
poszczególnych komponentów i ich homogenizacja w specjalnych urządzeniach
miksujących. Mieszanka jest następnie przetwarzana w ekstruderze, gdzie
dochodzi do topienia i formowania filamentu w precyzyjnie kontrolowanych
warunkach temperaturowych. Krytyczną fazą jest chłodzenie i kalibracja
średnicy filamentu, która musi spełniać tolerancję plus minus
0,02 milimetra, aby zapewnić niezawodne podawanie w drukarkach 3D. Produkt
końcowy przechodzi ciągłą kontrolę jakości za pomocą laserowych systemów
pomiarowych. Kompatybilność z szeroką gamą drukarek 3D stanowi
jedną z kluczowych zalet tego materiału. Filament był testowany na
dziesiątkach różnych modeli drukarek wiodących producentów, w tym na
urządzeniach z różnymi typami ekstruderów, systemów podawania i głowic
drukujących. Uniwersalność zastosowania została osiągnięta dzięki
optymalizacji właściwości reologicznych materiału, które zapewniają
płynny przepływ stopu w standardowych temperaturach druku. Ta cecha znacząco
obniża barierę wejścia dla użytkowników, którzy nie muszą inwestować
czasu w skomplikowane dostrajanie parametrów lub modyfikację swojego sprzętu.
Zrównoważenie środowiskowe stanowi ważny aspekt nowoczesnych materiałów do
druku 3D.
PLA jako surowiec podstawowy oferuje znaczące zalety w porównaniu
z tworzywami petrochemicznymi, głównie dzięki swojej biodegradowalności w kompostowniach przemysłowych. Firma Polymaker dodatkowo wzmacnia ten aspekt
poprzez stosowanie w pełni nadających się do recyklingu opakowań
i minimalizację śladu węglowego podczas procesu produkcyjnego. Tekturowa
szpula po zużyciu filamentu może zostać poddana recyklingowi lub
kompostowaniu, co eliminuje problem odpadów plastikowych, powszechny w przypadku produktów konkurencyjnych. Wzmocniona krawędź szpuli została
zaprojektowana tak, aby wytrzymać manipulację podczas użytkowania, a jednocześnie nie zawiera żadnych nierozkładalnych komponentów.
Analiza ekonomiczna stosowania filamentu Panchroma Marble wykazuje
znaczne oszczędności w porównaniu z tradycyjnymi metodami tworzenia
obiektów o wyglądzie marmuru. Podczas gdy obróbka prawdziwego
marmuru wymaga specjalistycznych narzędzi o wartości tysięcy złotych,
wykwalifikowanej siły roboczej i znacznej ilości czasu, druk 3D pozwala na
tworzenie złożonych geometrii za ułamek tych kosztów. Średnia cena wydruku
oscyluje w granicach kilkunastu do kilkudziesięciu złotych za mniejsze
obiekty, przy czym głównym elementem kosztowym jest sam filament oraz
amortyzacja drukarki. Oszczędność czasu jest jeszcze bardziej wyraźna –
obiekt, który doświadczony kamieniarz tworzyłby tygodniami, można
wydrukować w ciągu kilku godzin lub dni, w zależności od wielkości.
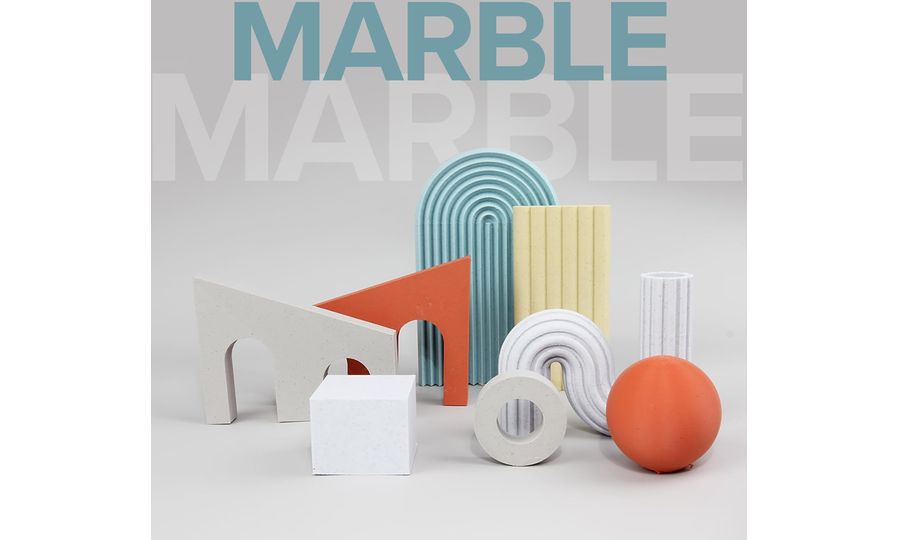
Możliwości zastosowania tego materiału wykraczają poza pierwotnie
zamierzone wykorzystanie w modelowaniu artystycznym i architektonicznym.
Projektanci wnętrz wykorzystują filament do tworzenia elementów
dekoracyjnych, takich jak wazony, świeczniki, rzeźby czy panele reliefowe,
które doskonale imitują luksusowe wyroby kamienne. Instytucje
edukacyjne doceniają możliwość tworzenia pomocy haptycznych do nauki
geologii, gdzie studenci mogą badać strukturę różnych rodzajów marmuru bez
konieczności operowania ciężkimi i kruchymi próbkami. Muzea
i galerie wykorzystują tę technologię do tworzenia replik cennych
artefaktów, które mogą być wystawiane lub wypożyczane bez ryzyka
uszkodzenia oryginału. Parametry techniczne druku wymagają pewnej uwagi w celu
osiągnięcia optymalnych rezultatów. Zalecana temperatura dyszy w zakresie od
190 do 230 stopni Celsjusza zapewnia elastyczność w różnych sytuacjach
drukowania. Niższe temperatury są odpowiednie dla szczegółowych wydruków
z minimalnymi nawisami, podczas gdy wyższe temperatury zapewniają lepszą
adhezję między warstwami w przypadku części obciążonych mechanicznie.
Temperatura stołu między 25 a 60 stopni Celsjusza pomaga zapobiegać
deformacji pierwszych warstw, przy czym konkretna wartość zależy od rodzaju
powierzchni stołu drukarki. Szklane podkładki zazwyczaj wymagają wyższych
temperatur niż teksturowane powierzchnie PEI.
Prędkość druku stanowi ważny czynnik wpływający na jakość
wynikowego obiektu. Konserwatywne ustawienie 30 milimetrów na
sekundę jest idealne dla złożonych geometrii z wieloma detalami lub ostrymi
przejściami. Średnie prędkości około 50 milimetrów na sekundę stanowią
optymalny kompromis między jakością a wydajnością czasową dla większości
zastosowań. Maksymalna zalecana prędkość 70 milimetrów na sekundę jest
odpowiednia dla prostych geometrii lub wypełnień wewnętrznych, gdzie jakość
powierzchni nie jest krytyczna. Nowoczesne drukarki szybkotnące mogą osiągać
z tym filamentem jeszcze wyższe prędkości, ale konieczne jest staranne
zoptymalizowanie innych parametrów, takich jak akceleracja i sterowanie
temperaturą. Prawidłowe ustawienie retrakcji ma kluczowe znaczenie dla
eliminacji nitkowania i zapewnienia czystych przejść między poszczególnymi
ruchami ekstrudera. W przypadku napędu bezpośredniego (Direct Drive), gdzie
silnik ekstrudera znajduje się bezpośrednio na głowicy drukującej, wystarczy
minimalna odległość retrakcji jeden milimetr dzięki precyzyjnej kontroli
ciśnienia w dyszy. Systemy Bowdena, wykorzystujące długą rurkę między
silnikiem a dyszą, wymagają większej odległości retrakcji rzędu trzech
milimetrów dla kompensacji elastyczności systemu. Prędkość retrakcji musi
być zrównoważona – zbyt powolna retrakcja nie zapobiegnie wyciekaniu
materiału, podczas gdy zbyt szybka może spowodować zużycie filamentu lub
nawet jego zerwanie.
Dbałość o filament i jego prawidłowe przechowywanie znacząco
wpływają na jakość druku i trwałość materiału. PLA ogólnie nie jest
tak wrażliwe na wilgoć jak na przykład nylon czy PETG, ale długotrwała
ekspozycja na wilgotne środowisko może prowadzić do degradacji
właściwości. Absorpcja wilgoci objawia się strzelaniem podczas druku,
gorszą jakością powierzchni, a w ekstremalnych przypadkach także zmianą
koloru. Zalecane suszenie w temperaturze 55 stopni Celsjusza przez sześć
godzin skutecznie usuwa nadmiar wilgoci bez ryzyka deformacji filamentu.
Do długoterminowego przechowywania idealnie jest pozostawić filament w oryginalnym opakowaniu próżniowym lub użyć hermetycznie zamykanych
pojemników z pochłaniaczem wilgoci. Porównanie z konkurencyjnymi
produktami na rynku wykazuje kilka znaczących zalet filamentu Panchroma Marble.
Podczas gdy wielu producentów oferuje PLA z różnymi efektami, mało które
osiągają tak przekonujący wygląd naturalnego kamienia. Produkty
konkurencyjne często cierpią na nierównomierne rozłożenie pigmentów, co
tworzy nienaturalne wzory, lub mają błyszczącą powierzchnię, która zdradza
plastikową naturę materiału. Niektóre alternatywy wymagają specjalnych
ustawień drukarki lub dodatkowej obróbki powierzchni dla osiągnięcia
akceptowalnego wyglądu.
Panchroma Marble natomiast zapewnia spójne wyniki bezpośrednio z drukarki
bez konieczności postprocessingu. Integracja druku 3D z tradycyjnymi
procesami produkcyjnymi stwarza nowe możliwości wykorzystania
specjalistycznych filamentów, takich jak Panchroma Marble. Biura
architektoniczne wykorzystują tę technologię do szybkiego prototypowania
elementów elewacji lub detali wnętrz, które tradycyjnymi metodami wymagałyby
tygodni pracy. Konserwatorzy zabytków znajdują w druku 3D skuteczne narzędzie
do rekonstrukcji uszkodzonych elementów kamiennych, gdzie skanowanie cyfrowe
i późniejszy druk pozwalają na precyzyjne odtworzenie pierwotnych
kształtów. Pracownie rzeźbiarskie łączą tradycyjne techniki z cyfrowym
workflow, gdzie artysta tworzy model cyfrowy, drukuje go w skali i używa jako
wzoru dla finalnego dzieła w kamieniu. Postęp technologiczny w dziedzinie
drukarek 3D bezpośrednio wpływa na możliwości wykorzystania zaawansowanych
filamentów. Nowoczesne maszyny z zamkniętą komorą druku i aktywną
kontrolą temperatury pozwalają na osiąganie jeszcze lepszych wyników
z filamentem Panchroma Marble. Zaawansowane funkcje, takie jak automatyczna
kalibracja stołu, wykrywanie końca filamentu czy adaptacyjne sterowanie
przepływem materiału, zwiększają niezawodność druku i redukują ilość
odpadów. Rozwój drukarek wielomateriałowych otwiera możliwości łączenia
marmurowego PLA z innymi materiałami w celu tworzenia struktur kompozytowych
o unikalnych właściwościach.
Polymaker Panchroma Marble PLA stanowi zatem znacznie więcej niż
tylko filament do druku – to kompleksowe rozwiązanie dla każdego, kto szuka
sposobu na przeniesienie elegancji naturalnego kamienia do świata cyfrowej
produkcji. Jego sukces na rynku dowodzi, że zapotrzebowanie na
estetyczne materiały do druku 3D stale rośnie i że producenci są w stanie
odpowiedzieć na to zapotrzebowanie innowacyjnymi produktami, które przesuwają
granice możliwości. Wraz z dalszym rozwojem technologii i materiałów
możemy spodziewać się, że przyszłość przyniesie jeszcze bardziej
zaskakujące możliwości kreatywnego wykorzystania druku 3D w obszarach, w których dotychczas dominowały tradycyjne procesy produkcyjne. Przyszłość
materiałów do druku 3D zmierza w kierunku dalszej specjalizacji
i doskonalenia właściwości estetycznych przy zachowaniu lub poprawie
parametrów mechanicznych. Firma Polymaker aktywnie inwestuje w badania nad
nowymi formułami, które mogłyby zaoferować jeszcze wierniejsze imitacje
materiałów naturalnych lub całkowicie nowe efekty wizualne. Rozwój zmierza
także w stronę tworzenia inteligentnych materiałów, które mogą zmieniać
swoje właściwości w zależności od warunków zewnętrznych, na przykład
filamentów termochromowych zmieniających kolor pod wpływem temperatury lub
materiałów fotoluminescencyjnych świecących w ciemności.
Właściwości:
- Materiał: tworzywo PLA pochodzenia biologicznego
- Średnica filamentu: 1,75 mm
- Tolerancja średnicy: ±0,02 mm
- Kolor: Marble White
- Wykończenie powierzchni: matowe
- Waga szpuli z filamentem: 1 kg
- Temperatura druku: 190–230 °C
- Temperatura stołu: 25–60 °C
- Prędkość druku: 30–70 mm/s
- Chłodzenie: włączone
- Retrakcja dla napędu bezpośredniego: odległość 1 mm, prędkość
20 mm/s
- Retrakcja dla systemu Bowden: odległość 3 mm, prędkość 40 mm/s
- Zalecana wielkość dyszy: 0,6 mm lub większa
- Suszenie materiału: 55 °C przez 6 godzin (tylko w przypadku absorpcji
wilgoci)
- Średnica wewnętrzna otworu szpuli: 55±1 mm
- Średnica zewnętrzna szpuli: 200±1 mm
- Szerokość szpuli: 65,6±2 mm
- Waga pustej szpuli: 140±7 g
- Materiał szpuli: tektura nadająca się do recyklingu ze wzmocnioną
krawędzią
- Kompatybilność: wszystkie otwarte drukarki 3D
FFF/FDM
- Cechy szczególne: nieco bardziej ścierny niż standardowe PLA
- Opakowanie: zamknięte próżniowo w torebce strunowej
wielokrotnego użytku
Recenzje (1)
- Najlepszy marmurowy wariant białego żarnika. Jak kamień, wygląda świetnie
Tłumaczenie automatyczne: DeepL. Oryginalnie opublikowano dla sunnysoft.cz.

Johana V.
Zweryfikowany klient
Zweryfikowany klient
Klient zakupił recenzowany produkt w naszym sklepie internetowym

 Česko
Česko Slovensko
Slovensko Magyarország
Magyarország Deutschland
Deutschland România
România България
България Slovenija
Slovenija